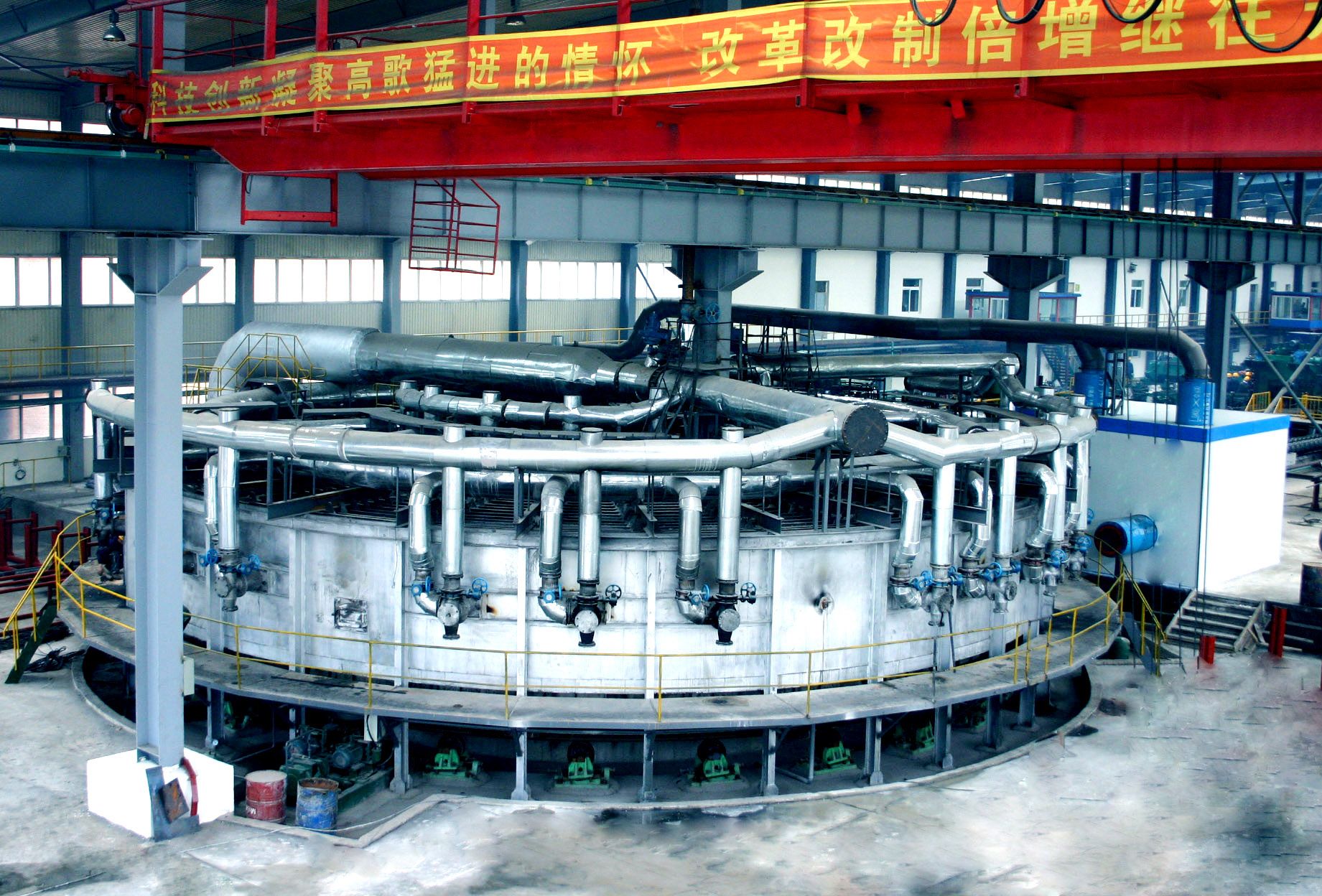
热轧延伸机:
延伸工序采用Accu-Roll精密轧机,是美国艾特纳公司的先进技术,创新采用了锥形辊带辗轧角、大导盘、限动芯棒和电子、液压适时控制等先进技术于一体。三维可调的锥形辊和大直径主动旋转导盘,增加对轧件的纵向拉力,有利于轧件金属在孔型中的流动限制,降低了金属在孔型中的宽展量,从而增大轧件的延伸,提高轧机效率。轧辊采用了较长的均整精轧段,重轧系数高,极大的改善荒管的壁厚不均,获得较高的壁厚精度。采用限动芯棒技术,提高了芯棒的寿命,同时改善了钢管的尺寸精度。通过轧辊设计和参数调整,改变变形条件,使最大延伸率达到2.2,径壁比达到了35。并在原技术基础上通过自行设计导板孔型及导板支持器,用导板代替导盘轧制D/S≥28的薄壁管,目前此技术已成型,并运行稳定,轧制外径大的薄壁管壁厚精度高,表面质量优良,设备故障率低,作业率较之前有所提升,ACCU-ROLL轧管机组导板机构已获得专利。同时设计开发出一种变径芯棒,通过芯棒工作段头尾变径达到使产品头尾壁厚增厚从而减少头尾长切的效果,此变径芯棒已获得国家专利,同时此技术应用获得了首钢科学技术奖三等奖。